Troubleshooting hot-melt packaging adhesives
Hot melts are some of the most advanced adhesives used today, but even with routine maintenance, adhesive problems can occur. This guide is intended to help manufacturers overcome some of the most common adhesive challenges faced in packaging applications.
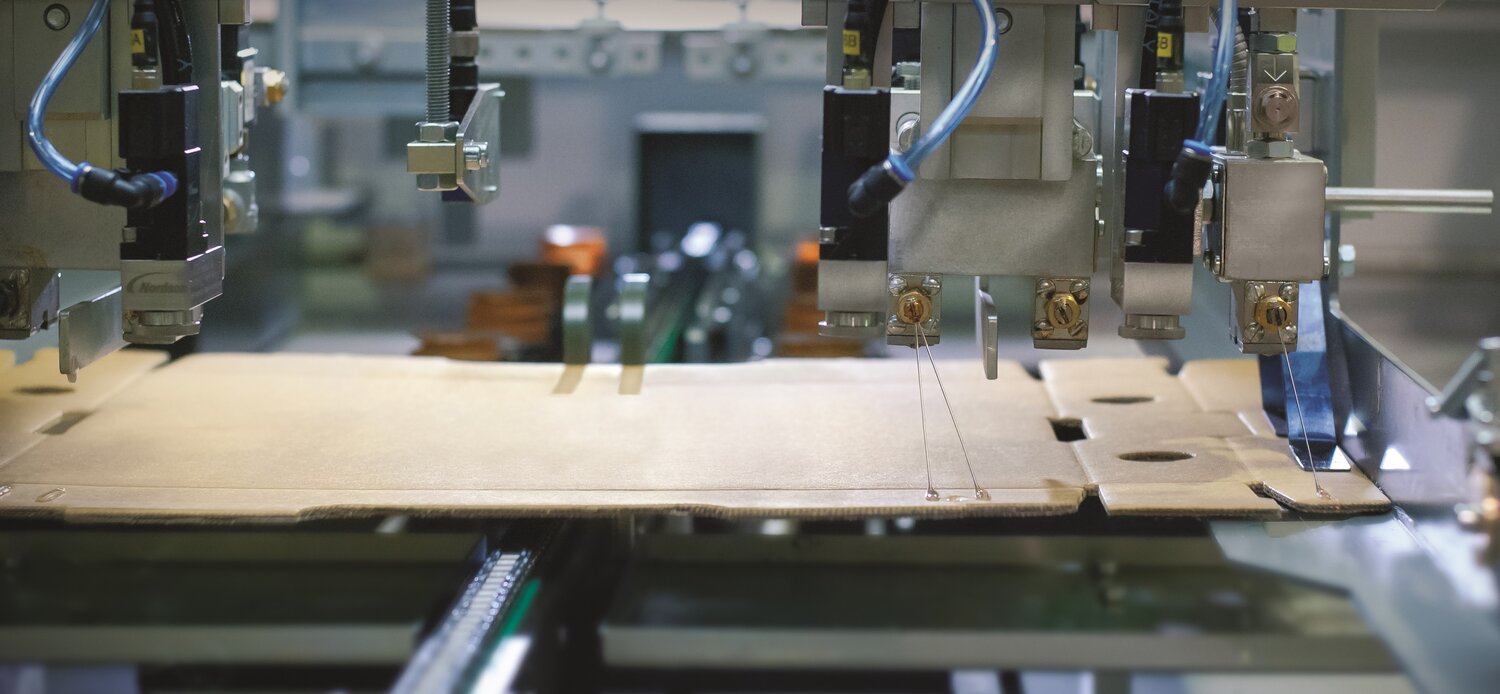
Production downtime when using hot melt adhesives can happen for many reasons, for example, stringing from the nozzle, bond failure or a lack of adhesive at the applicator head. To avoid this, it is important that even the simplest applications are set up correctly to make sure production lines can run efficiently and cleanly.
It is important that before any changes are made, current settings are recorded and any alterations made one at a time, with changes documented and observations made. The correct PPE (personal protective equipment) should also be worn throughout, and changes conducted by a competent person.

Bond failure
Bond failure in production can occur for several reasons: the change of substrates, environment, or incorrect compression as three such examples. Furthermore, bond failure when leaving the machine could be due to:
- Too short or too long an open time for the adhesive to set correctly;
- Too much adhesive applied: this could cause the adhesive to retain its temperature and extend its open time;
- Poor compression or alignment.
Possible solutions to solve this adhesive problem would be to:
- Adjust the adhesive application temperature;
- Reduct the application pressure and possibly the glue temperature;
- Check the line setting and adhesive placement.
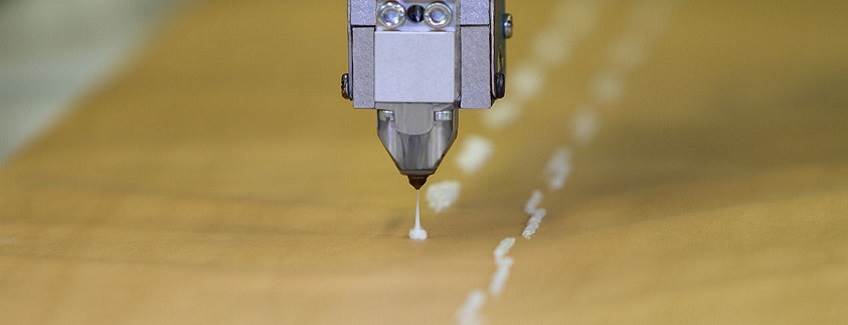
Lack of adhesive at the applicator head
This problem could occur for various reasons, for example:
- Blockages that are caused by build-up of char in the hose and/or contamination at the nozzle;
- A slow melt rate due to incorrect temperatures or faulty heating elements in the glue tank;
- The machine might have insufficient melting capacity, which can lead to excessive demand on machinery parts.
To solve this problem, you could:
- Verify the adhesives thermal stability and condition of application machinery;
- Check the tank temperatures with a secondary probe or thermostat;
- Upgrade to a larger capacity machine
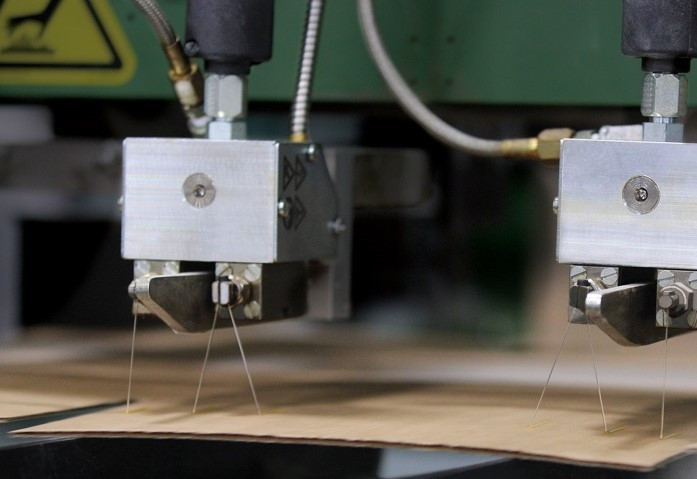
Stringing
One of the most common issues with hot-melt adhesives on packaging production lines is the occurrence of stringing. It occurs when some of the adhesive is left behind on the nozzle and gets pulled down the line. This can occur for several reasons:
- The adhesive could have degraded due to incorrect temperature setting, poor long term machinery maintenance or external contamination;
- The application nozzle is too far from the substrate;
- Excessive air flow around the machinery;
- The application temperature is too low.
This can be avoided by:
- Cleaning your hot melt tank reguarly and good housekeeping practices;
- Shielding your production line from draughts;
- Increasing the adhesive temperature during production runs.
Experiencing excess fuming / burning odour
If you see excess fuming or experience a burning odour, there could be a few causes why this may occur:
- The temperature settings could be incorrect;
- The heater may be faulty;
- The lid might be left open.
In these cases, you may need to do the following:
- Lower the temperature;
- Check housekeeping;
- Check the settings against manufacturer instructions and adhesive data sheets.
If you continue to experience problems or if you are unsure on how to best optimise your adhesive application, please get in touch and e-mail office@lux-x.com to speak with one of our application specialists who are always happy to help!